Acople SIDGMAN® es un diseño innovador para unión soldada de cañerías que incrementa significativamente la vida útil de la línea, permite una operación confiable, no requiere mantención, y las zonas de unión soldada dejan de ser la debilidad del ducto que sucede cuando se emplea el sistema de soldadura tradicional en el montaje y construcción de éste.
La construcción de ductos de acero al carbono se realiza mediante la unión sucesiva de cañerías de 6, 12, ó 18 metros de largo. En estos largos, las cañerías son procesadas y revestidas en taller, por interior y exterior, donde ambos revestimientos cumplen la función de proteger la cañería contra la corrosión y son especificados por el ingeniero según los requerimientos del proyecto. Las cañerías así revestidas son enviadas a terreno para construir el ducto. En terreno, las cañerías se unen entre sí mediante soldadura, sin embargo, el calor quema y destruye ambos revestimientos, interno y externo, colocados en fábrica. El revestimiento externo se puede reparar adecuadamente durante el montaje pero no así el revestimiento interno, cuya reparación nunca es satisfactoria y la calidad de éste es muy inferior a la del revestimiento original de fábrica. Estas zonas son la debilidad del sistema por cuanto quedan expuestas a corrosión prematura, donde la tasa y velocidad de corrosión dependerán de las características del fluido que transporta la cañería. De esta forma, un ducto de 120km de longitud construido con cañerías de 12m de largo, originarán 10.000 no conformidades o puntos críticos susceptibles de fallas por corrosión. Respecto a pérdidas por corrosión, se debe diferenciar entre costos directos y costos indirectos. Los costos directos dicen relación con los costos de reparación de la línea propiamente tal, mientras los costos indirectos corresponden a la merma o pérdidas de producción debido al tiempo de detención asociado a la reparación, además de otros costos como los asociados al medio ambiental. Dependiendo de la magnitud o sector de la falla, el costo indirecto puede llegar a ser varias veces mayor al directo. Las cifras asociadas a este tipo de daño son tan elevadas que escapan a lo racional y a nivel mundial no es posible cuantificar. Estudios de pérdidas por daños en cañerías indican que del total de factores o causas asociadas a fallas, aproximadamente el 55% corresponden a corrosión interna. (Informe de la National Association of Corrosion Engineers , NACE – 2012) En este aspecto, el sistema de unión soldada tradicional de cañerías genera centros críticos de corrosión que se manifiestan desde el origen y en toda la longitud del ducto.
Acople SIDGMAN® no solo elimina estos centros críticos, sino que fortalece la zona de unión, aportando ventajas constructivas y operativas en las líneas de ductos, donde el riesgo de falla por corrosión interna en la zona de uniones soldadas tiende a cero.
2.- VIDEOS
Prueba al calor de soldadura
Prueba de presión
Control de la corrosión
Montaje y Construcción
3.- DISEÑO, DESCRIPCIÓN E INSTALACIÓN
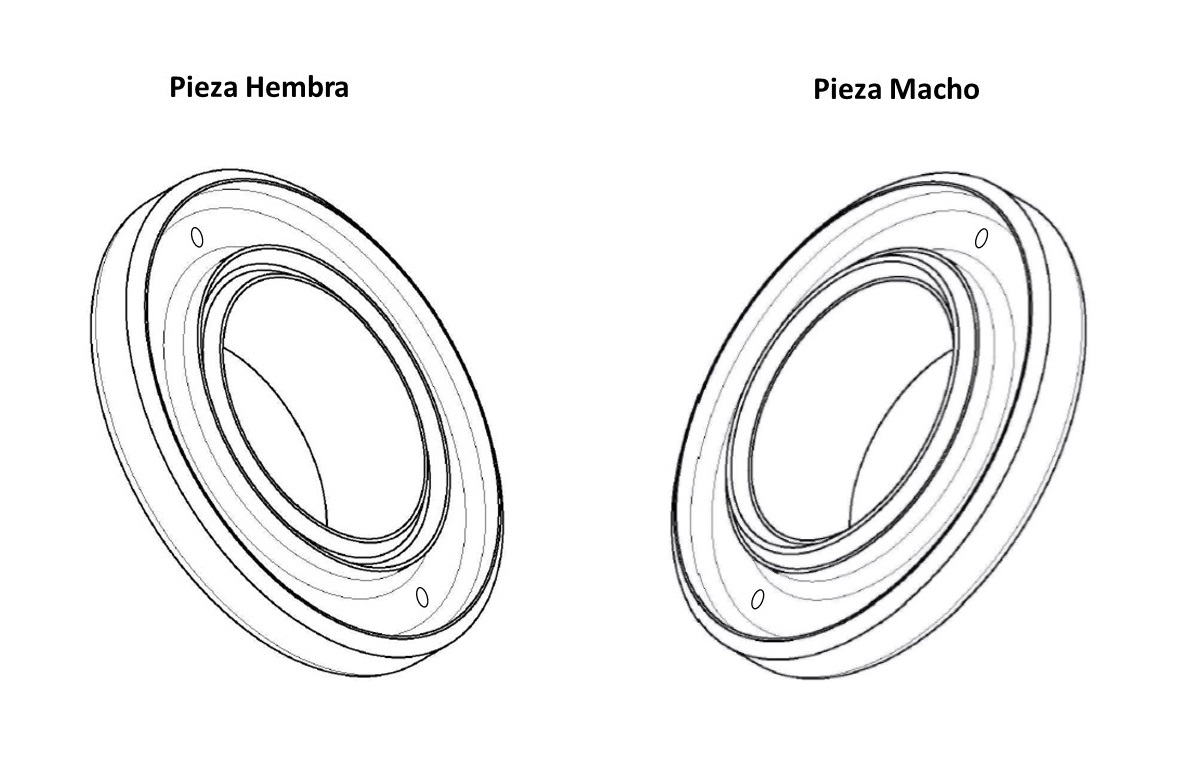
Acople SIDGMAN® corresponde a un sistema compuesto por dos piezas, macho y hembra, que se sueldan en taller a los extremos de cada cañería quedando como terminales de éstas. Soldadas ambas piezas se elimina mecánicamente toda escoria, gotas, e irregularidades de la soldadura.
Las piezas macho y hembra se deben soldar a las cañerías una vez que estas últimas se encuentren con los revestimientos internos y externos ya instalados, con sus extremos sin revestimiento en un ancho mínimo de 3”.
Para cada proyecto, ASICORP definirá la metodología de trabajo y el QA/QC para las actividades de preparación de las cañerías, sistema de soldadura y del revestimiento final de ambas piezas instaladas.
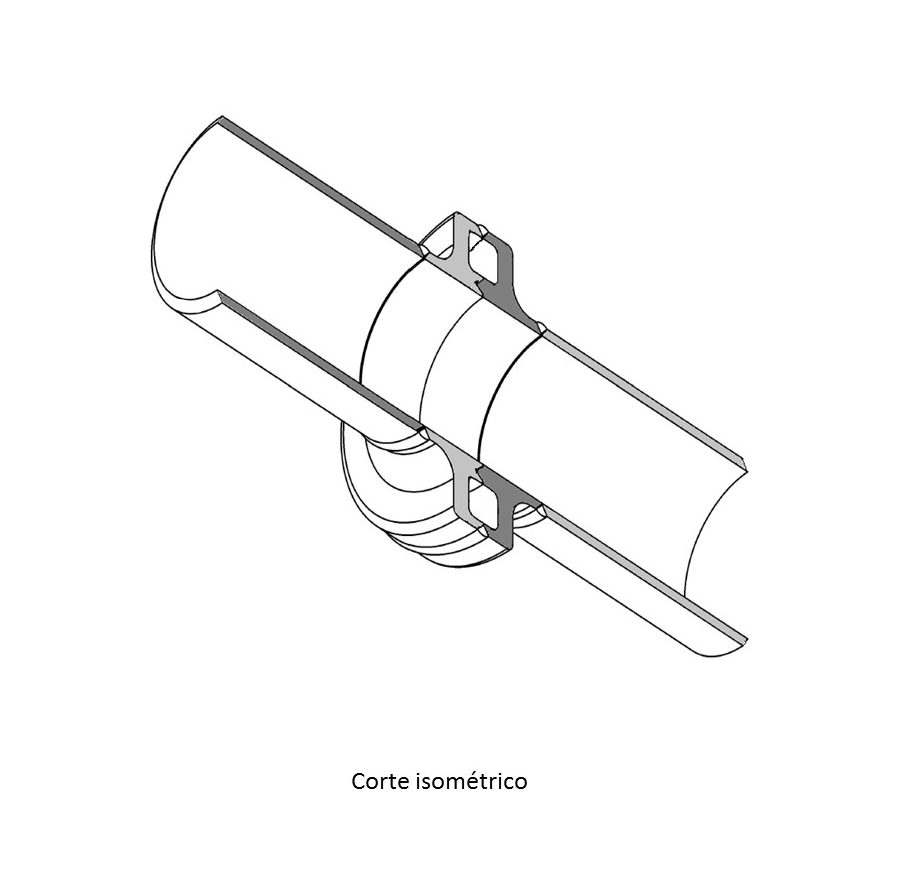
Terminado el trabajo de taller, las cañerías se envían a terreno donde se alinean en forma tal que el terminal macho de una quede enfrentado con el terminal hembra de la siguiente.
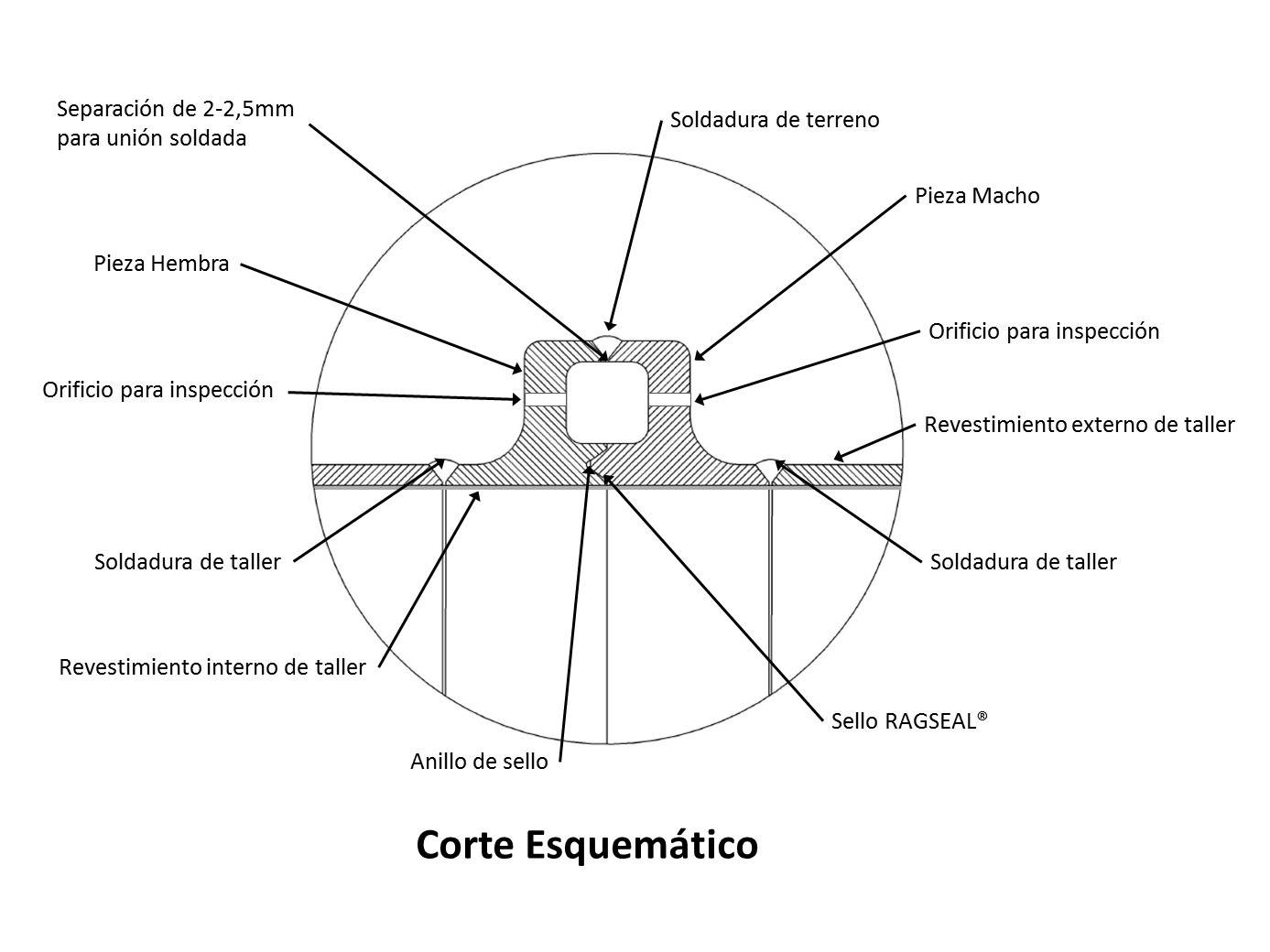
Alineadas las cañerías se ensamblan y aprietan los terminales para comprimir el C'ring y generar un espacio de 2.3 +/- 0.2mm. Obtenido el espaciamiento se sueldan los terminales en los biseles externos. Finalmente se colocan los tapones de goma en los orificios de cada pieza y el sistema queda en condición de ser colocado en la zanja. El ensamble de ambas piezas genera una cámara de aire que impide que el impacto de la llama y calor de soldadura afecte y queme el revestimiento interno, donde la mayor parte del calor se disipa por el dispositivo sin afectar la pared de la cañería. El C'ring evita que el fluido que transporta la cañería ingrese a la cámara de aire, aportando hermeticidad al sistema.
4.- PRUEBAS DE EXPOSICIÓN AL CALOR DE SOLDADURA
Para mostrar el comportamiento al calor de soldadura de Acople Sidgman® respecto del sistema de soldadura tradicional en cañerías, se realizó una prueba comparativa cortando longitudinalmente una cañería pintada para generar, en ambos casos, dos medias cañas. La cañería empleada corresponde a Schedule 40 de 8” de diámetro y todas las medias cañas fueron pintadas por ambas caras con el mismo esquema de pintura, dejando sin pintura un ancho de 20mm en la zona a soldar. La prueba se realizó en paralelo, con, sistema de soldadura MIG, dos soldadores profesionales 6G y equipos de soldadura de la misma marca y modelo. El resultado en el sistema de soldadura tradicional indica que la pintura se quema, con combustión inmediata y generación de llama, mientras que al soldar el Acople Sidgman®, debido a su especial diseño, la pintura no sufre daño y se mantiene intacta. En el sistema tradicional el daño del revestimiento interno es total e irreversible en la zona cercana a la unión soldada, con depósito de residuos de combustión debido a la carbonización de la resina. Al mismo avance con el Acople Sidgman® permanecen inalterados y sin daño alguno tanto el revestimiento interno como el anillo de sello. La zona externa de las medias cañas soldadas muestra que en el sistema tradicional el calor de soldadura destruye el revestimiento hasta una distancia de 40mm a cada lado de la unión, con depósito de residuos negros de combustión. En cambio Acople Sidgman® muestra que el revestimiento adyacente al ancho de 20 mm, no presenta daño y conserva sus propiedades originales. Las CARACTERISTICAS ÚNICAS que logran la geometría y diseño innovador de Acople Sidgman aseguran óptimos resultados, con ahorro de tiempo y costos DURANTE LA CONSTRUCCION Y SUSTANCIALES BENEFICIOS EN LA OPERACIÓN…
Sistema de soldadura tradicional.
Sistema de soldadura con Acople SIDGMAN®.
Registro de la Termografía. Temperatura máxima alcanzada en el proceso de soldadura de Acople SIDGMAN® = 107,4°C.
5.- PRUEBA DE CORROSIÓN
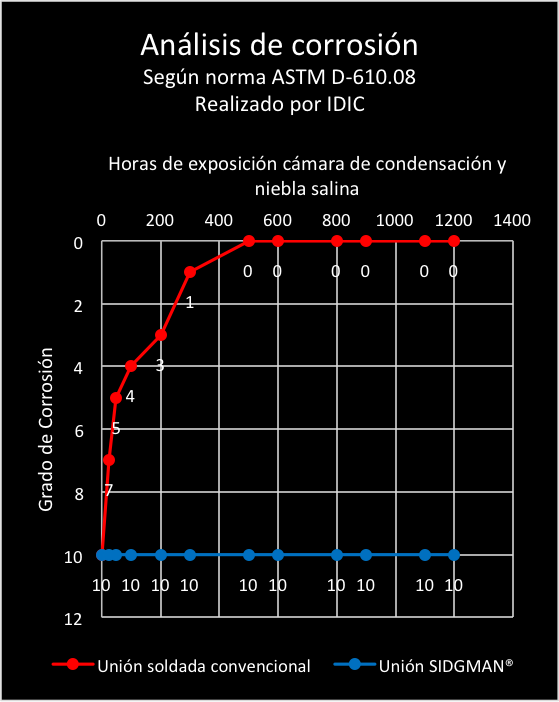
A ambos sistemas de unión soldada, tradicional y Acople SIDGMAN®,se les realizó ensayo de corrosión de 1200 horas en cámara de niebla salina y de condensación, la prueba se realizo en 4 ciclos consecutivos de 300 horas cada uno, 200 horas en niebla salina y 100 horas en condensación. Este ensayo se ejecutó en los laboratorios del IDIC y la evaluación se realizó según norma ASTM D-610.08. Esta norma emplea una escala de 0 a 10, donde el grado 10 indica un comportamiento excelente, con ausencia de corrosión, y el grado 0 un comportamiento muy deficiente, mayor al 50% de corrosión. Finalizadas las 1200 horas de ensayo, el Acople SIDGMAN® calificó con grado 10, es decir, sin vestigios de corrosión, y la cañería con soldadura tradicional calificó con grado 0, es decir, muy alta corrosión, siendo el grado más desfavorable que indica la norma (ver gráfico).
Grado de corrosión comparativo entre una unión soldada tradicional y el Acople SIDGMAN.
Terminado el ensayo, se evaluó el revestimiento interno en la zona de unión de la cañería con el Acople SIDGMAN®. El resultado mostró total ausencia de corrosión y el revestimiento mantiene intactas sus propiedades originales en cuanto a brillo, color y adherencia
Acople SIDGMAN® después de 1200 horas de exposición en ensayo de corrosión. No presenta manchas ni vestigios de óxido y al término del ensayo la pintura permanece inalterada en toda la pieza, manteniendo los registros de propiedades respecto del revestimiento original.
Por su parte la unión soldada con el sistema tradicional presentó corrosión por pittings, hendiduras y al cabo de 1200 horas de ensayo se observó pérdida de espesor de 0.6mm en la zona ZAC (zona afectada por el calor de soldadura), equivalente al 7% del nominal.
Muestra de cañería soldada con sistema tradicional. Izquierda: Antes de ingresar al ensayo, sector de la unión soldada con revestimiento carbonizado. Derecha: Después de 1200 horas de ensayo de corrosión, la pared metálica interna en el sector de la unión soldada presenta corrosión generalizada, pérdida de espesor de pared, formación de pittings y hendiduras en la ZAC (zona afectada por el calor).
Conclusiones Ensayo de Corrosión. Si se considera que la situación de avanzada corrosión en el sector de soldadura de la unión tradicional se produjo en solo dos meses de exposición, se estima que al cabo de 5 años el avance de la corrosión en las zona de unión soldada podría afectar el 50% del espesor original (8,18mm), donde la tasa de corrosión dependerá del tipo de fluido que transporte la cañería. La unión soldada con el sistema tradicional presentó hendiduras (bajo relieves), que corresponde a daños por corrosión localizada en la Zona Afectada por el Calor (ZAC). A diferencia de lo que sucede con el sistema de soldadura convencional, que a las 24 horas de ensayo ya presentaba notorios signos de corrosión, el Acople SIDGMAN® permite que el revestimiento interno mantenga las propiedades originales de fábrica y no falle durante la operación. Al emplear el sistema Acople SIDGMAN®, el comportamiento de la cañería será el mismo en toda la línea y la expectativa de vida útil en las uniones se estima en 3 ó más respecto de lo que sucede cuando las uniones se realizan mediante soldadura tradicional directa a la cañería. Además, como el Acople SIDGMAN® mantiene inalterado el revestimiento interno en las zonas de unión, elimina también el riesgo de corrosión bacteriana en estas.
6.- PRUEBAS DE PRESIÓN
Desde un punto de vista mecánico el Acople SIDGMAN® se encuentra validado en sus características estructurales y de resistencia a la presión según las normas ASME VIII, ASME B16.5 y ASME B31.4 que rigen los estándares en cálculo, diseño, propiedades y calidad, de los materiales que integran las líneas de transporte de fluidos. La norma ASME VIII División 2 cubre las exigencias de diseño y estructurales que debe cumplir todo elemento en sistemas que transportan fluidos presurizados y la norma ASME B16.5, que corresponde a acoples, clasifica estos elementos en clases de acuerdo a las exigencias de presión a que estarán sometidos. Según esta última norma las clases son 150 (300psi), 300 (750psi), 400 (1000psi) 600 (1500psi), 900 (2250psi), 1500 (3750psi) y 2500 (6250psi). El Acople SIDGMAN® se puede fabricar en todo tipo de acero y para todo tipo de presión, su selección dependerá del acero de la cañería y exigencias del proyecto. Como las líneas de conducción de fluidos presentan diferencias de tipo hidráulicas, químicas, mecánicas y de trazado, el Acople SIDGMAN® se diseña en forma única para cada proyecto. Asimismo, el diseño del Acople SIDGMAN® considera una modelación por elementos finitos y pruebas físicas de comportamiento a la presión. Como ejemplo de esta metodología, a continuación se muestra el procedimiento de trabajo para el Acople SIDGMAN® en cañería de 8” de diámetro, Schedule 80, donde, como material de fabricación se consideró el acero al carbono ASTM A-694. En esta condición, se modeló el Acople SIDGMAN® para clases 600 y 2500, a una presión de ensayo 50% mayor a la indicada por la norma, es decir, 2250psi para clase 600; y 9000psi para clase 2500. Ambos modelos aprobaron a cabalidad los niveles de aceptación que exige la norma ASME VIII división 2 como así también los requisitos establecidos en el diseño mismo. Debido a la muy elevada presión que se debe registrar para clase 2500, las pruebas físicas consideraron solo dispositivos para clase 600, fabricándose para estas un total de 10 Acoples SIDGMAN®. Como el resultado final fue óptimo para los 10 dispositivos, el diseño y método de fabricación del Acople SIDGMAN® asegura reproducibilidad y trazabilidad, permitiendo una producción mantenida y uniforme para trabajos a gran escala.
Dado lo anterior, se realizan las siguientes tres pruebas de presión:
Prueba de Presión N°1. Esta prueba fue certificada por Bureau Veritas y consideró solo el Acople Sidgman, con end cup a cada lado, se realizó 10 ciclos de 2 horas cada uno a una presión de 2.500psi. Terminados los 10 ciclos no presenta fugas ni caídas de presión.
Resistencia a la presión del Acople Soldado SIDGMAN® expuesto a 2500psi por 2 horas.
Prueba de Presión N°2. Al igual que la prueba N° 1, esta prueba también fue certificada por Bureau Veritas. Consideró una línea de 18m de largo, formada por tres cañerías de 6m cada una, 8” de diámetro, Schedule 80, y dos Acoples SIDGMAN®, ensayándose a una presión de 2500psi en un total de 10 ciclos de 2 horas cada uno. Finalizada la prueba, los acoples soldados no presentaron fugas ni caídas de presión.
Línea con dos Acoples Soldados SIDGMAN® y 3 cañerías de 6m cada una. Presión de prueba = 2.500psi por dos horas para una línea de 18m
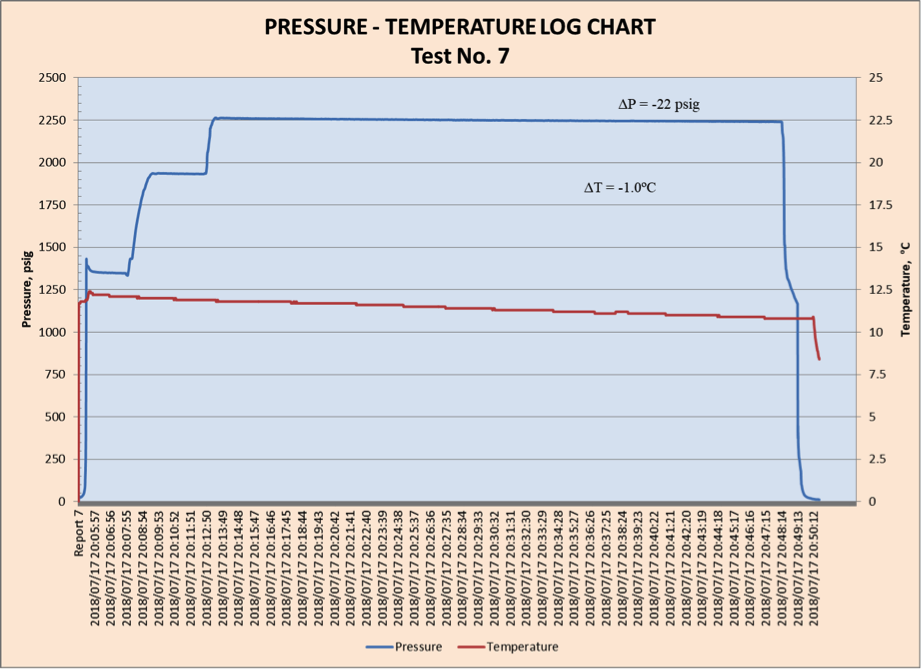
Prueba de Presión N°3. Esta tercera prueba fue certificada por un experto ASME, connotado especialista en esta materia. Corresponde al método Peso Muerto, que es un equipo con sensibilidad de +/- 1psi. Este equipo certifica la hermeticidad del Acople Sidgman, por cuanto discrimina la más mínima fuga a la presión de trabajo. La prueba se realizó a una presión 1.5 veces mayor a la exigida por la norma para clase 600, es decir, 2.250psi. El resultado final fue excelente, el Acople SIDGMAN® aprobó la prueba y fue certificado por el experto ASME según el método de la norma correspondiente.
Preparando la Prueba de presión con equipo Peso Muerto.
Registro del aumento gradual de presión durante el ensayo.
Prueba de presión ASME. Gráfico de la prueba que relaciona cualquier mínima variación de la presión en el tiempo a la presión máxima de ensayo de 2250psi. Acople SIDGMAN® mantuvo total hermeticidad y aprobó la prueba en forma sobresaliente.
7.- BENEFICIOS DEL ACOPLE SIDGMAN®
El Acople SIDGMAN® ofrece beneficios y ventajas para los sistemas de transporte de fluidos, desde la construcción y montaje del ducto, hasta el comportamiento final en operación y expectativa de vida útil de éste. BENEFICIOS EN EL MONTAJE Y CONSTRUCCIÓN Durante el traslado a terreno las cañerías se deforman y para mantener la forma se colocan crucetas en los extremos. Asimismo, para soldar dos cañerías se deben encontrar alineadas, concéntricas y con una separación apropiada, de lo contrario se deben trabajar para lograr estos ajustes. Otro gran problema que sucede al soldar cañerías mediante el sistema tradicional es que el calor de soldadura daña y quema en forma total e irreversible el revestimiento interior de fábrica en la zona de unión. En estos aspectos, al emplear el Acople SIDGMAN® en la construcción del ducto, el calor de soldadura no daña al revestimiento interno y por tanto evita la necesidad imperiosa de repararlo, con el consiguiente ahorro de costos y tiempo asociados a esta reparación. Además, como es de acero macizo, permite mantener la forma sin requerir crucetas ni la maquinaria para lograr la alineación y concentricidad de la cañería. El diseño machihembrado considera un tope que genera un espaciamiento de 2 a 2.5mm en el bisel para soldadura de las piezas. Para el más apto ensamble, el sistema posee una cuña guía que permite el calce y fácil desplazamiento entre las piezas. Ensambladas las piezas se deben apretar mediante una máquina especial que forma parte de la tecnología Acople SIDGMAN®, esta es de tipo neumática y fácil de transportar.
Máquina neumática para apriete del Acople SIDGMAN® al momento de soldar.
Las soldaduras directas a la cañería, como es el caso del sistema tradicional, requieren 100% de inspección radiográfica y toda no conformidad debe ser reparada. La soldadura central del Acople SIDGMAN® no interactúa con el fluido de la cañería y por tanto no está expuesta a presión hidrostática. Es una unión solo estructural que no requiere inspección radiográfica. Como sistema de calidad para esta soldadura central se debe verificar que se cumpla el procedimiento de soldadura definido para el proyecto y en caso de requerir una confirmación de la calidad del procedimiento se recomienda considerar una inspección por ultrasonido en carácter aleatorio En resumen, en el montaje y construcción Acople SIDGMAN® requiere menor mano de obra calificada, menor gasto en maquinaria, se evita la necesidad imperiosa de reparar el revestimiento interno de fábrica y como sistema de aseguramiento de calidad de la soldadura requiere solo inspección visual. Considerando todos estos ahorros y beneficios, Acople SIDGMAN® permite disminuir el plazo de construcción y montaje en 30% ó más respecto de lo que comúnmente se realiza con el sistema tradicional.BENEFICIOS FRENTE A FLUIDOS CORROSIVOS Las líneas de conducción de fluidos están expuestas a corrosión en zonas con fallas del revestimiento, si éste no presenta poros y se mantiene firmemente adherido no existirá fallas o problemas por corrosión. Al exterior de la cañería, en zonas con fallas del revestimiento, es posible mantener el control de la corrosión mediante protección catódica. Sin embargo, por el interior no es posible emplear protección catódica y el metal queda expuesto a corrosión en zonas con fallas del revestimiento, y, la velocidad o tasa de corrosión dependerá de las características del fluido, puede ser corrosión electroquímica y/o bacteriana. Durante la construcción del ducto, cuando se emplea el sistema tradicional el calor de soldadura de las uniones genera daño y combustión del revestimiento interno, quedando el metal desnudo y expuesto a corrosión prematura desde el origen. Esta debilidad del sistema expone la operación a posibles fallas no contempladas. Toda unión soldada genera zonas afectadas por el calor (ZAC) hasta una distancia de 25mm del cordón de soldadura. Estas zonas son centros anódicos donde se acelera la corrosión electroquímica y se mantienen per se al interior de la cañería. A diferencia del sistema de soldadura tradicional, el Acople SIDGMAN® es un sistema de unión soldada que no genera ZAC en la cañería y mantiene las propiedades de diseño originales del revestimiento en toda la línea. En resumen, el Acople SIDGMAN® satisface todas estas necesidades, es decir, no daña el revestimiento interno, no forma ZAC en la cañería, no expone el ducto a fallas por corrosión en las zonas de unión, y, no solo no debilita la línea sino que la fortalece mecánicamente.BENEFICIOS OPERACIONALES Las líneas de cañerías son las arterias que alimentan un proceso determinado, sin el fluido que estas conducen el proceso se detiene mermando la producción. Sin agua no hay cobre, sin una adecuada evacuación del relave se frena la producción, sin llegada de concentrado no es posible la entrega del producto, es decir, las cañerías deben trabajar en forma permanente y confiable. Toda acción que permita construir líneas de cañerías que mantengan una operación continua, sin paradas ni detenciones, será relevante e impactará positivamente en la rentabilidad del negocio. Muchas líneas de transporte de fluidos generan altos costos operacionales debido a fallas de diferente tipo y a consecuencia de estas fallas la operación se debe detener. En cañerías donde estas fallas suceden periódicamente se genera la necesidad de mantener contratos y personal de apoyo permanente para trabajos de inspección preventiva y/o mantención. Por problemas de corrosión en zonas de uniones soldadas, muchas veces las líneas de transporte de fluidos emplean inhibidores para contrarrestar el efecto corrosivo en estas. Al emplear el Acople SIDGMAN® se elimina esta necesidad y por ende todos los costos e inconvenientes que estos agregados generan en la operación. En resumen, Acople SIDGMAN® garantiza alta confiabilidad operativa; requiere escasa o nula mantención; por sus características de diseño, únicas y especiales, asegura ahorro de costos en la operación, e incrementa notablemente la vida útil del ducto respecto de las actuales líneas de transporte de fluidos.
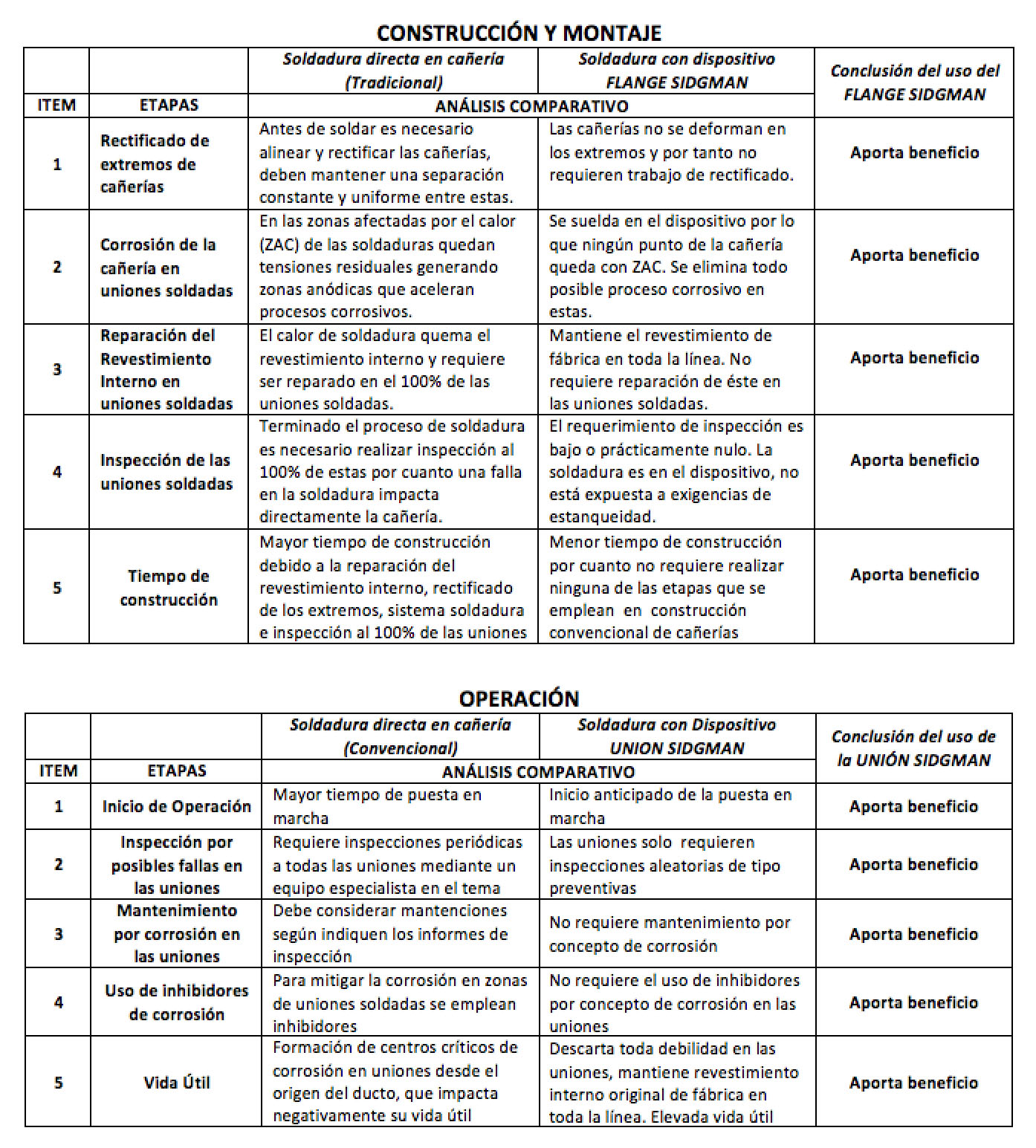
8.- ANÁLISIS COMPARATIVO
9.- VALIDACIONES
PROYECTO CORFO
Innovación. Desarrollo de prototipo
Validación y Empaquetamiento
CODIGO
15ITE1-39748
16ITE2- 64172
VALIDACIÓN
VALIDATION OF HYDROSTATIC TEST COMPLIANCE Sidgman Coupling Unit Model 8 “ ANSI Class 600, was tested in accordance with the requirements of ASME B31.4, section 8
PRUEBA HIDROSTATICA – TESTER DE PESO MUERTO con incrementos menores o iguales a 1 psi
INSPECCIÓN Y VERIFICACIÓN DE ENSAYOS DE PRESIÓN, PROCESO DE SOLDADURA Y REVESTIMIENTO INTERNO DE CAÑERIA
ANÁLISIS POR ELEMENTOS FINITOS ASME VIII – DIVISIÓN 2
INSPECCIÓN DE HERMETICIDAD Y RESISTENCIA POR PRESIÓN